- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

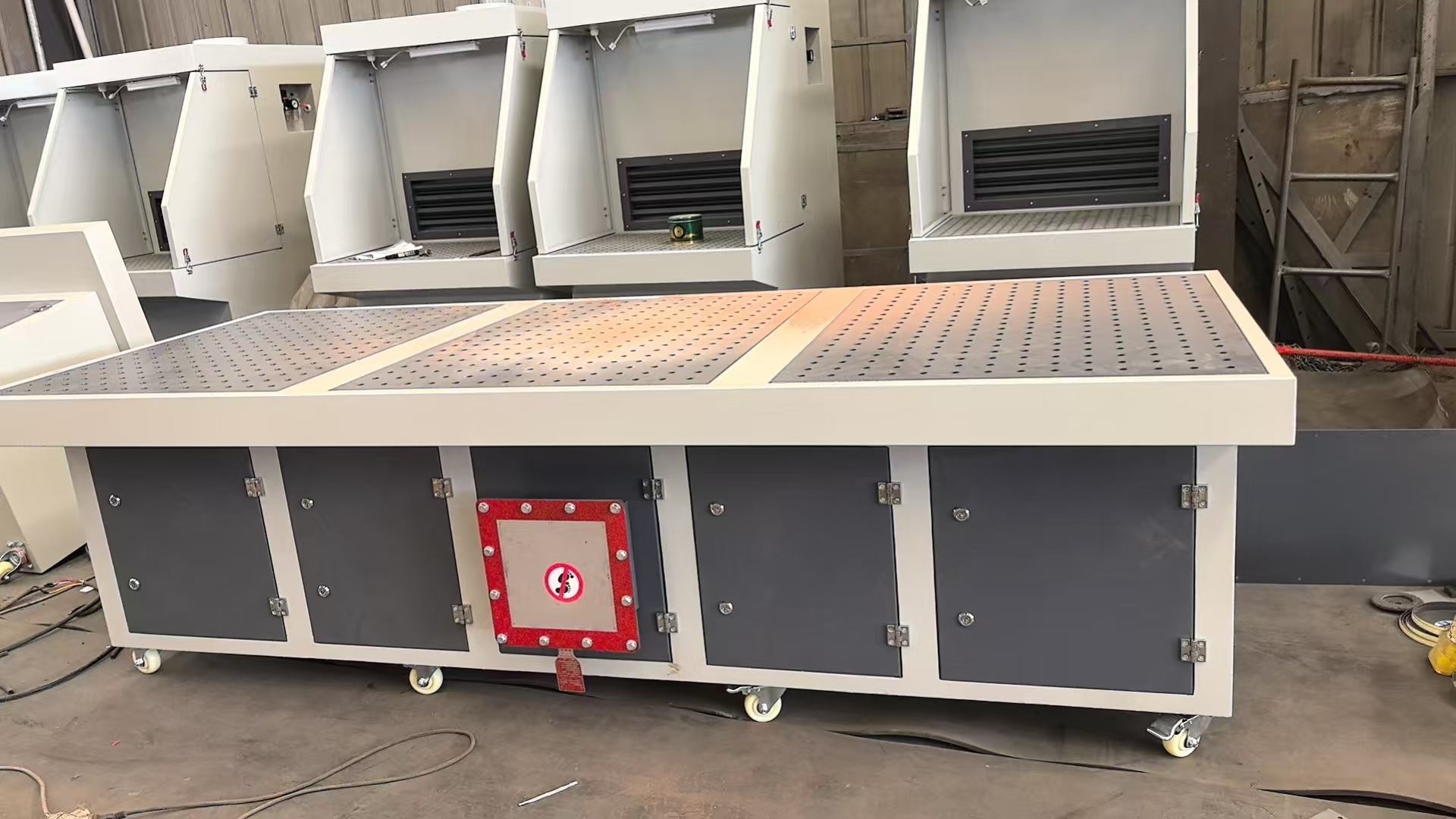
Düz vakum zımparalama tablolarının postayla bakımı nedir?
Fabrikamız tarafından üretilen düz vakum zımparalama masaları esnek, yüksek toz giderme doğruluğu ve makul fiyattır.
Günlük bakımı düz Vakum zımparalama masalarıekipmanın istikrarı, servis ömrü ve iş verimliliği için çok önemlidir. Aşağıdakiler, çoğu düz vakum zımparalama tablosu türleri için geçerli olan ekipmanın genel bakım mantığına dayanan bakım önerileridir:
Yüzey temizliği
Günlük kapatıldıktan sonra, toz ve enkazları çıkarmak için kuru yumuşak bir bez veya basınçlı hava (hava basıncı ≤ 0.4MPa) kullanındüz vakum zımparalama masalarıve bileşenlerin çalışmasını etkileyen parçacık birikimini önlemek için öğütme alanı.
Taşlama masasının çalışma yüzeyinin (taşlama diskleri ve öğütme pedleri gibi), sertleştikten sonra iş parçasına veya ekipmana zarar vermeyi önlemek için artık aşındırıcıları gidermek için özel aletler (sıyırcılar ve yumuşak fırçalar gibi) ile temizlenmesi gerekir.
Toz Çıkarma Sistemi Bakımı
Filtre Elemanı/Filtre Ekranı Temizliği: Toz konsantrasyonuna göre, takılı tozu çıkarmak için toz filtre elemanını (içeriden dışarıya üfleme) patlatmak için sıkıştırılmış hava kullanın; Bir kağıt veya fiber filtre ekranı ise, ayda bir kez kontrol edin ve ciddi şekilde bloke edilirse değiştirin (belirli döngüler için ekipman kılavuzuna bakın).
Toz kutusu/torba temizleme: Toz taşmasını önlemek ve emişi etkilemek için her tam kutudan önce tozu dökün; Dökümden sonra, toz sızıntısını önlemek için sızdırmazlık şeridinin hasar görüp görmediğini kontrol edin.
Fan İncelemesi: Çalışma sırasında fan gürültüsünün anormal olup olmadığını izleyin ve dinamik dengesizliği önlemek için fan pervanesinin yüzeyindeki tozu düzenli olarak silin.
2. Anahtar bileşenlerin incelenmesi ve yağlanması
Taşlama sistemi
Disk/Taşlama Tekerleği: derecesini kontrol edindüz vakum zımparalama masaları Günlük yüzey aşınması. Açık oluklar veya çatlaklar varsa, onları zamanında değiştirin; Firma cıvatalarının/tokaların gevşekliği ve titreşimi önlemek için haftada bir kez sıkılması gerekir.
Kılavuz mekanizması (kılavuz raylar, vidalar gibi): Kılavuz rayın yüzeyini, tozu ve taşlama döküntüsünü gidermek için her vardiya ile temiz bir bezle silin ve haftada bir kez özel kılavuz ray yağı uygulayın (yağlayıcı, korozyondan kaçınmak için ekipmanın malzemesine göre seçilmelidir).
Şanzıman parçaları
Kemer/Zincir: Kemerin gerginliğini kontrol edin (parmağınızla ortaya bastırın, sarkma ≤10mm olmalıdır) ve yüzeyde çatlaklar veya yaşlanma varsa zamanında değiştirin; Zincirde her iki haftada bir damla yağlayıcı ve çalışma sırasında anormal gürültü olmamalıdır.
Şanzıman/Rulman: Şanzımanın ilk 50 saatlik çalışmasından sonra dişli yağını değiştirin ve daha sonra her altı ayda bir yağ seviyesini ve yağ kalitesini kontrol edin; Rulman kısmına ayda bir kez lityum bazlı gres ekleyin (aşırı ısı yayılmasından kaçının).
Kontrol sistemi
Elektrik Bileşenleri: Kontrol kutusundaki tozu her hafta temizlemek için bir yalıtım fırçası kullanın, terminalin gevşek olup olmadığını ve kontaktör kontaklarının oksitleneceğini kontrol edin (alkol pamuk topları ile silinebilir).
Sensör: Sinyali engellemeyi önlemek için yakınlık anahtarları ve seyahat anahtarları gibi sensörlerin yüzeyini temiz tutun ve hassasiyeti düzenli olarak test edin.
START STEP STECTION
Toz çıkarma boru hattının viraj veya hava sızıntısı olmadığını ve tüm koruyucu kapakların yerine takıldığını onaylayın; Sıkışıp kalmadığını kontrol etmek için gücü açmadan önce öğütme diski manuel olarak döndürün.
Operasyon sırasında gözlem
Titreşim genliğine dikkat edindüz vakum zımparalama masaları (normal çalışma sırasında titreşim değeri ≤0.5mm/s'dir). Titreşim yoğunlaşırsa, öğütme diskin dengesini veya ankraj cıvatalarının sıkılmasını kontrol etmek için makinenin kapatılması gerekir.
Toz çıkarma sisteminin hava basıncını izleyin (basınç göstergesi değeri nominal aralık içinde olmalıdır). Hava basıncında ani bir düşüşe filtre tıkanması veya boru sızıntısından kaynaklanabilir.
Kapatıldıktan sonra bakım
Uzun süreli kapanmadan önce (24 saatten fazla), öğütme tablosunun çalışma yüzeyinin nemi ve pası önlemek için temiz ve paslanmamış yağın silinmesi gerekir; Gücü kapattıktan sonra ana anahtarı kapatın.
Bakımdan önce, gücü kapattığınızdan ve kazara girişimi önlemek için "kapanma yok" uyarı işareti astığınızdan emin olun.
Filtre elemanları ve taşlama diskleri gibi aksesuarları değiştirirken, uyumluluk sorunlarını önlemek için orijinal özellikler veya sertifikalı ikameler kullanın.
Nemli ortamlarda, elektrikli bileşenlerin neme dayanıklı ölçümlerini düzenli olarak kontrol edin ve gerekirse nem alem cihazlarını takın.
Bakım döngülerinin izlenmesini kolaylaştırmak için her bir temizlik, yağlama ve bileşen değiştirme süresinin ve durumunu kaydetmek için bir bakım kaydı hesabı oluşturun.
Toz çıkarma etkisinin bozulması: Önce filtre elemanının bloke olup olmadığını ve boru hattının sızdırıp sızmadığını kontrol edin ve daha sonra fan hızının normal olup olmadığını doğrulayın (kayış gevşemesinden veya motor arızasından kaynaklanabilir).
Anormal öğütme doğruluğu: Taşlama diskin düzlüğünü, iş parçası fiksasyonunun gevşek olup olmadığını veya kılavuz mekanizmasının giyilip giyilmediğini kontrol edin (gibi kılavuz ray düzlüğü sapması gibi).
Anormal gürültü veya aşırı ısınma:düz vakum zımparalama masalarıHemen ve şanzıman parçalarını (rulman aşınması, zayıf dişli örgüsü gibi) veya motor fan tozunu temizleyin) kontrol edin.
Yukarıdaki bakım önlemleri, taşıma doğruluğu ve atölye ortamının temizliğini sağlayarak ekipman arızalarını etkili bir şekilde azaltabilir ve hizmet ömrünü uzatabilir. Özel işlemin, özel yapılar için bakım ayrıntılarını (ıslak öğütme tabloları ve patlamaya dayanıklı toz kaldırma sistemleri gibi) ayarlamak için ekipman üreticisi tarafından sağlanan talimatlarla birleştirilmesi gerekir.